数控冲床基准选择原则
发布者:卓东机械 发布时间:2014/4/1 13:16:20
由以上分析可知,数控冲床基准的选择关系到零件加工精度,产品的装配精应和性能指标。设计基准的选择应在产品设计阶段确定,要从成台产品的技术指标、性能要求、零部件装配关系等出发,结合零件的制造和数控冲床装自己方泌选定。定位基准、度量基准和装配准则由工艺人员在制订工艺规程时确定,并涵过生产实践不断改造。定位基准选择的原则如下。
1.粗基准的选择
(1)所选择的粗基:住妥能保证主要加工交由有足够及均匀的加工余量,这样有利于保证主要表而加工的精度和表面层的物理机械性能。
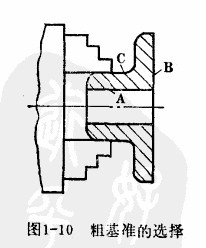
(2)若工件有不需加工的表面,则应选择其巾与加工表面 有相互位置精度裂求的表因为粗基准。如图1-10所示铸造零件,要求加工及表面B,则宜选择毛面C为粗基准,用三爪卡盘兴持C处,这样,孔加工完后零件壁事较均匀。
(3)所选择的粗基准应比较先洁平整,避兔选择有飞边、 浇胃口的表面。
(4)一个粗基准一般只能使用一次,在练工序中应选择已加工表面作为精基准。但对于精度高的毛坯,如由精销、精锻等方法制造的毛坯,在加工表面相互位置精庭要求较低时也可重复使用同一粗基准。
2.数控冲床价基准的选择
(1)选择精度较高的己加工面为精基准。
(2)使寇位基准与其它基准(如设计基准、度量基准、装配基准)重食,通常称之为"基准重合"原则。当定位基准与说计基准不重合日才会产生定位误差。
(3)所选择的精基准应使工件安装可辙,在加工时不敖因 切削力的作用而过多地变彤、偏移等,应尽量选较大的加工面为精基准。
(4)所选择的精基惟应尽可能在几个工序中重复使用,即符合"基准同一"原则,可以应免因基准转担起而带来误羞。

