数控冲床模具刃磨
发布者:卓东机械 发布时间:2010/12/12 15:32:32
1、及时刃磨的重要性
对于同样一副模具,能否做到按规定时间及时刃磨,其使用寿命相差很大:经验数据表明,实际冲孔次数至少相差一倍以上。而且在模其需要刃磨时没有刃磨,反映在工件上,毛刺变大,冲孔质最下降:
反映在数控冲床机器上(冲同样的孔),冲裁力变大.冲裁时间延长,噪声变大,机器功耗增大;还会引起带料、废料反弹等不良现象.增加废品率。
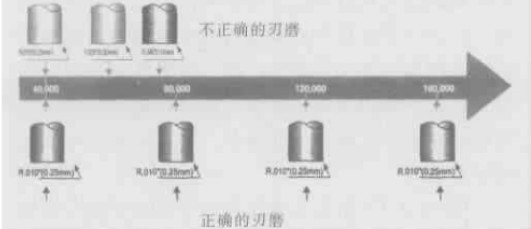
图2所示为相同冲头、相同工况、同样刃磨1mm高度时,刃磨和不刃磨两种方式下实际冲孔次数的差异(图中数据仅作参考)。
2、刃磨时机的选择
a、冲头或者下模,其刃口部位网角半径达到R0.25mm之前就需要刃磨。超过这个限度没有刃磨,继续使用时模具的磨损程度急剧上升。
b、有较大毛刺产牛。观察工件或者废料,出现较大毛刺时说明模具需要刃磨。
c、冲压噪声异常。有经验的操作人员也可以从冲压噪声中判断模具是否需要刃磨,锋利的模其工作时发出的声音小而清脆,反之声音人而沉闷。
3、模其刃磨景的计算
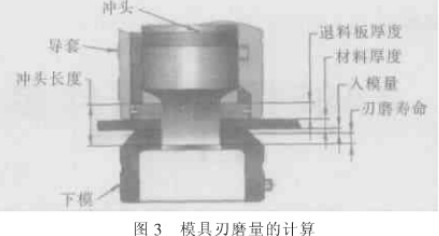
模具刃磨量是指数控转塔冲床上一个新的冲头(或者下模)从开始使用到报废总共可以修磨的长度。不同结构的模具其刃磨最不同,例如B工位90系列模具刃磨最为6mm以上,而B工位标准系列模具刃磨量仅为2mm。同时,模具刃磨量与材料厚度、工位也有关系。模其刃磨景的计算公式为(图3):
刃磨量=模具刃口有效长度一退料板厚度一材料厚度一入模量
其中,入模量规定为:A、B―工位2mm,C、D、E工位3mm~4ram。
4、模具刃磨的其他注意事项
①刃磨时的进刀最。每次吃刀量以不大于0.0lmm~0.015mm为宜,吃刀量过大容易引起模具退火。②冷却。磨削过程中必须充分冷却,避免模其退火。③砂轮选择。选用可磨削高速钢的刚玉砂轮,粒度为46―63目。磨削前注意砂轮修整。④选用专用刃磨机。刃磨时最好选用专用刃磨机。分于动进给和编程白动进给,非常实用。不仅可磨削冲头。下模.也可通过调整工作台磨削斜刃口。
刃磨机床设计紧凑,放在数控冲床旁边即可,使用方便。

