
转塔自动换模数控冲床又称数控冲模回转头压力机,图中为jK92-30型转塔自动换模数控冲床外形图。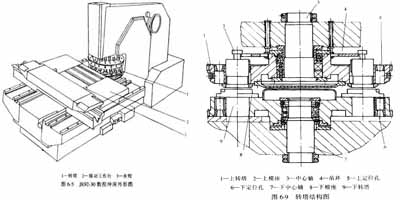
1.主滑块
图中所示是JK92 - 40型数控冲模回转头压力机的主滑块,它山滑块3和打击器选择气缸10两部分组成。当滑块在滑窑内上下冲压时,通过防转键4进行防转。打击器通过打击器移杆8和保险片5安装在打击器机座6内.滑块冲压时若遇超载,保险片将被剪断、同时压力机发出急停信号,主电机马上停止工作。
为了适应回转头内有三圈模具,采用选择气缸通过销9推动打击器杆杆8推动打击器7对回转头内的内、中、外三圈模具进行选择。
2.转塔
图中所示为jK92-30型数控冲床的转塔,上下转塔1、9通过中心轴3、7悬挂和支承在机身的上部和下部,转塔可在中心轴上旋转。在上转塔的上平面和下转塔的下平面各有20个上下定位孔5、6,以使转塔最终定位。20副上、下模通过上下模座2,8分别安装上下转塔上。模具上模结构如图6-10所示。图中(a)为非圆形刃口凸模,凸模1用螺钉与上模座2固紧,并采用方槽定位。对于直径小于8mm的圆形凸模增加过渡套,如图中(b)所示。上模通过T形头与滑块T形槽连接。下模结构如图6-11所示,下模座用三个螺钉紧固,并用压板压紧,以防止向上窜动。
在上转塔的圆周上有从0~19依次排列的数字,表示模具的编号。下转塔的圆蒯上有20个依次排列的发讯头,分别代表某一副模具的编号,借助电器部分读出装置的配合,可以自动随意选择模具。发汛头位置的正确与衍,捉定了定位销能否插入定位孔内 采用转塔自动换模装置后自动化程度更高,换模时可更短,但压力机整体结构复杂化,造价提高,且上模的导向长度受转塔高度的限制,导向精度较差。
3.移动工作台
图中所示为数控冲模回转头压力机的移动工作台示意图。情个移动工作台由层送料架组成最底层即为压力机工件台面,工作台面上装有横向(x向)导轨中间层选料架的下表面开有横向滑块槽与最底的导轨滑配,使中间层送料架可沿横向导轨做x向移动。中间层送料架上表面同样开有纵向(Y向)导轨,这样赶上层送料架就可在上面前后纵向移动,
板件上的横向送料是由直流伺服电机4通过齿形皮带3和齿形皮带轮带动滚珠丝杆7转动,这样就可带动中间层送料架自由地做横向移动,完成板件l的横向(X向)进给。同理,板件的纵向送进是向另一直流伺服电机6通过齿形皮带5和齿形皮带轮带动滚珠丝轩转动,这样滑架8就带动板件1在装有小滚珠10的中间层送料架上纵向移动,完成板件1的纵向(Y向)进给。扳件1的夹紧与松开则由气缸推动夹钳2来实现。
