数控冲床端齿盘定位的分度工作台
发布者:卓东机械 发布时间:2013/6/5 7:58:08
数控冲床齿盘定位的分度工作台能达到很高的分度定位精度,一般为士3",最高可达士0.4飞能承受很大的外载,定位刚度高,精度保持性好。实际上,由于齿盘啃合脱开相当于两齿盘的对研过程,因此,随着齿盘使用时间的延续,其定位精度还有不断提高的趋势。广泛用于数控机床,也用于组合机床和其他专用机床。
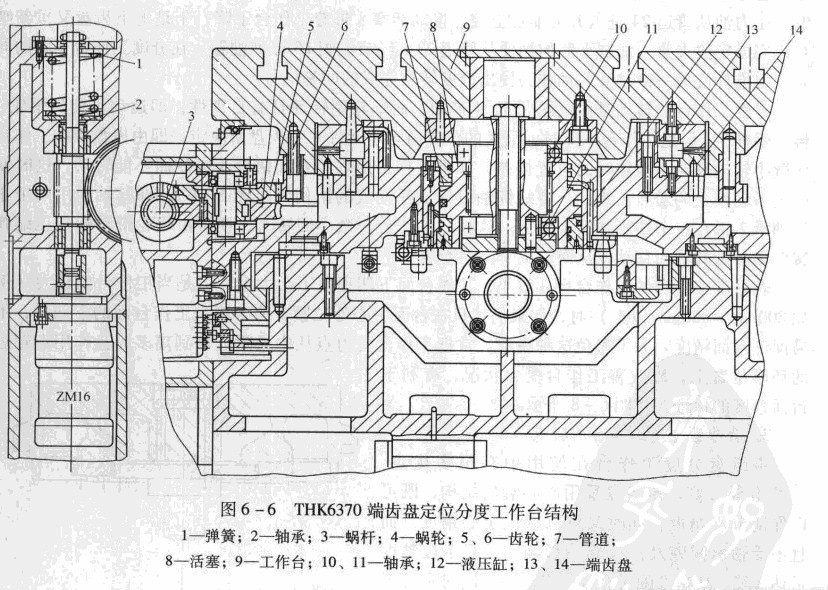
图6 -6所示为THK6370端齿盘定位分度工作台的结构,主要由一对分度齿盘、升夹油缸、活塞、液压马达、蜗轮副和减速齿轮副等组成。分度转位动作包括:①工作台抬起,齿盘脱离嗡合,完成分度前的准备工作;②回转分度;③工作台下降,齿盘重新啃合,完成定位夹紧。
数控冲床工作台9的抬起是由升夹油缸的活塞8来完成,其油路工作原理如图6 -7所示。当需要分度时,控制系统发出分度指令,工作台升夹油缸的换向阀电磁铁m通电,压力油便从管道M进入分度工作台9中央的液油缸12的下腔,于是活塞8向上移动,通过止推轴承10和II带动工作台9也向上抬起,使液压缸上、下齿盘13、14相互脱离啃合,油缸上腔的油则经管道23排出,通过节流闽M流回油箱,完成分度前的准备工作。
当数控冲床分度工作台9向上抬起时,通过推杆和微动开关发出信号,使控制液压马达ZM -16的换向阀电磁铁自通电。压力油从管道25进入液压马达使其旋转。通过蜗轮副3、4和齿轮副5、6带动工作台9进行分度回转运动。液压马达的回油经过管道26、节流阀口及换向阀E5流回油箱。调节节流阀1.312开口的大小,便可改变工作台的分度回转速度(一般调在2r/min左右)。数控冲床工作台分度回转角度的大小由指令给出,共有八个等分,即为45°的整倍数。当工作台的回转角度接近所要分度的角度时,减速挡块使微动开关动作,发出减速信号,换向阀电磁铁E5通电,该换向间将液压马达的回油管道关闭,此时,液压马达的回油除了通过节流阀E2还要通过节流闽M才能流回油箱,节流阅M的作用是使其减速。因此,
工作台在停止转动之前,其转速已显著下降,为齿盘准确定位创造了条件。当工作台的回转角度达到所要求的角度时,准停挡块压合微动开关发出信号,使电磁铁E3断电,堵住液压马达的进油管道25,液压马达便停止转动。到此,工作台完成了准停动作,与此同时,电磁铁E2断电,压力油从管道24进入升夹池缸上腔,推动活塞8带着工作台下降,于是上下窗盘又重新咱合,完成定位夹紧。油缸下腔的油便从管道23,经节流阀口流回油箱。在分度工作台下降的同时,由推杆使另一微动开关动作,发出分度转位完成的回答信号。
分度工作台的转动是由蜗轮副3、4带动,而蜗轮副转动具有自锁性,即运动不能从蜗轮4传至蜗杆3。但是工作台下降时,最后的位置由定位元件一一齿盘所决定,即由齿盘带动工作台作微小转动来纠正准停时的位置偏差,如果工作台由蜗轮4和蜗杆3锁住而不能转动,这时便产生了动作上的矛盾。为此,将蜗杆轴设计成浮动式的结构(见图6 - 6),即其轴向用两个止推轴承2抵在一个螺旋弹簧I上面。这样,工作台作微小回转时,便可由蜗轮带动蜗杆压缩弹簧作微量的轴向移动,从而解决了上述矛盾。
若分度工作台的工作台尺寸较小,工作台面下凹程度不会太多,但是当工作台面较大(例如800mmx800mm以上)时,如果仍然只在台面中心处拉紧,势必增大工作台面的下凹盘,不易保证台面精度。为了避免这种现象,常把工作台受力点从中央附近移到离多齿盘作用点较近的环形位置上,以改善工作台受力状况,有利于台面精度的保证,如图6 -8所示。