基于双MCU单片机的冲床数控系统设计
发布者:卓东机械 发布时间:2011/1/11 9:51:14
摘要针对单微处理器的经济型冲床数控系统存在控制性能单一、控制算法不科学、系统运行不稳定、运行速度幔、可靠性差等问题,在单徽处理器数控系统的基础上,设计了基于双单片机的冲床数控系统。系统CPU采用双MCU结构,设计成主从武分布结构,二者之问通过RS485串口通信,协调工作。软件设计采用模块化结构,各模块的功能利用AT89C52单片机的中断性能得以实现,满足了实时多任务的要求。经卓东机械公司应用试验,系统运行可靠,性能稳定。
关键词双单片机双徽处理器冲床数控系统
0 引 言
随着数控技术的快速发展,冲床数控系统凭借其操作简便、加工精度及效率高、能加工复杂图案等优点在国内冲压行业的应用日益广泛。由于标准的PC机冲床数控系统价格昂贵,国内从事冲压生产的中小型企业大多数采用的是单微处理器的经济型冲床数控系统,该系统存在控制性能单一、控制算法不科学、系统运行不稳定、运行速度慢、可靠性差等问题。
为此,笔者在单微处理器数控系统的基础上,设计了基于双MCU(单片机)的冲床数控系统,较好地解决了单MCU系统存在的问题,满足了实时多任务的加工要求。
1 系统总体设计
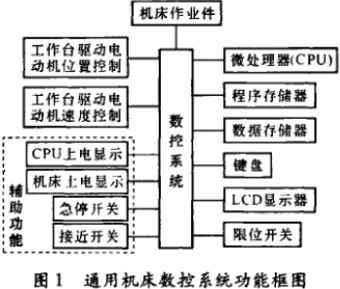
数控系统是数控冲床的核心部件,是计算机控制系统,可使机床执行部件按照用户的要求进行加工作业。无论是何种用途的机床,它的数控系统功能框图都可以用图1表示。
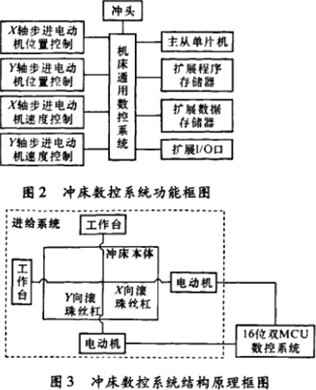
笔者研究的冲床系统利用数控系统驱动2台步进电动机,利用滚珠丝杠和精密直线滚动导轨带动工作台X、y向进给,从而完成工件直线或圆弧插补作业。
冲床作业件是冲头.x、Y向送料机构驱动电动机选用2台步进电动机,控制器是单片机。由高性能的单片机对步进电动机的位置和速度进行控制,以满足加工精度要求。控制原理如下:从单片机发出的高低电平通过光电隔离装置控制步进电动机正反转,输出的控制脉冲个数控制电动机的转角,输出脉冲频率控制电动机的转速。系统功能框图如图2所示,结构原理框图如图3所示。
2 系统硬件设计
根据冲床数控系统实现的功能,完成数控系统的硬件设计。硬件设计主要包括微处理器( CPU)以及外围扩展接口的设计。系统CPU采用双MCU结构,设计成主从式分布结构,即分为主CPU和从CPUtI,二者之间通过RS485串口通讯。主CPU系统主要负责完成用户加工程序的输入处理、文字图形显示、自诊断、系统监控等管理工作。从CPU系统负责完成数据运算、插补计算以及位置控制、速度控制等实时作业。
外围扩展接口设计包括键盘接口、显示器接口、电动机驱动接口、程序存储器、数据存储器等。
由于ATMEL公司的AT89C系列单片机具有高的性价比,笔者的数控系统主从CPU都选择了8位AT89C52单片机,I/O口的分配和扩展如下:
(1)键盘接口采用4x4矩阵键盘,采用拉高电路,占用C52的P1口。
(2)显示接口采用液晶(LCD)显示.I/O口采用C52的PO口为数据传输连接,C52的P2口的P2.0 - RS、P2.1=RST、P2.2=RW、P2.3=E、共12个I/O口。
(3)电动机驱动接口采用8个I/O口,分别通过光电隔离控制2个电动机的正反转和速度,接口为P2.4、P2.5、P2.6、P2.7、P3.0、P3.1、P3.2、P3,3。
(4)扩展EPROM (93C46)程序存储器便于用户修改程序,记录输入相关生产信息,EPROM接口采用4线连接形式,使用4个I/O口,采用P3.4、P3.5、P3.6、P3.7。
(5)选用3片RAM6264作为扩展数据存储器,满足实际加工需要。
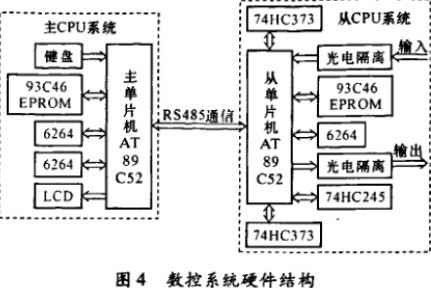
(6)选用1片245芯片、2片373芯片作为系统外扩的I/O口。对一些现场的信号,如限位开关、复位开关、报警等输入/输出信号,通过光电隔离器件经锁存器74HC373送到数据总线上从CPU系统可直接、快速地进行处理,提高了系统的抗干扰能力。数控系统硬件结构如图4所示。
3 系统软件设计
系统的软件设计必须以硬件为载体,根据硬件电路实现的功能编写相应的程序集。根据硬件电路的主从式CPU结构,数控系统的软件也包括主CPU软件和从CPU软件,各包括多个功能模块。主从CPU系统的主程序流程网如图5所示。
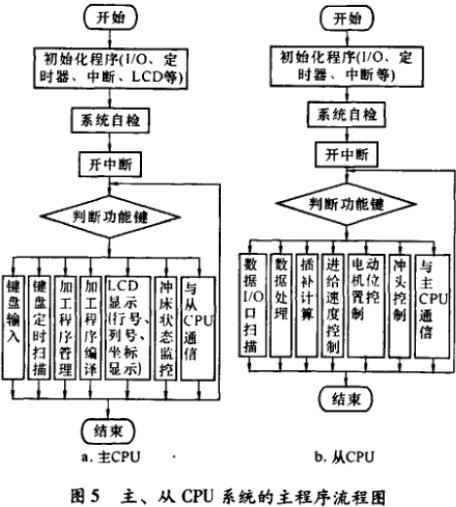
主CPU软件用来实现人机对话、系统监控、指挥整个数控系统软件协调工作等,包括主CPU系统的初始化、冲床运动状态和参数监控、用户加工程序的编辑修改等功能模块。从CPU软件包括从CPU系统的初始化、键盘输入输出口状态的定时扫描、插补计算、工作台X向和y向的位控输出、电动机速度控制、数据处理等功能模块。
各功能模块的设计采用汇编语言,充分利用AT89C52单片机优良的中断性能,按嵌入式编程方式实现中断的嵌套,易于不同优先级功能的实现;编程能充分合理地利用片内的内存空间,实现数据快速传送。
4 结束语
笔者设计的数控系统采用2个AT89C52单片机构成主从CPU系统,使功能分布更合理,同时实现了高效、高精度,通用性强,可根据不同数控转塔冲床的数控功能需要,选择不同功能的模块进行组合;采用了光电隔离电路,抗干扰性能好;汇编语言编程、嵌入式系统的抢先软件设计,使系统的鲁棒性更好;采用LCD可视化多级菜单设计,人机界面更友好,实现了所见即所得;485通讯实现上、下位机的通讯,可实现扩充的自动化加工群;以步进电动机作为驱动元件,控制简单,价格低廉;采用基于行列扫描法的点位控制数控语言,操作简单,易于掌握。
该系统的开发成功,适应了我同生产发展的要求,克服了人工进料的缺点,较低的价格满足了一般企业的自动化改造要求。经卓东机械公司应用试验,系统运行可靠,性能稳定。目前,产品已在全国开始推广,年销售260余台,为企业创造利润近150万元。

